
Farrel Pomini Debuts New HQ For Continuous Compounding
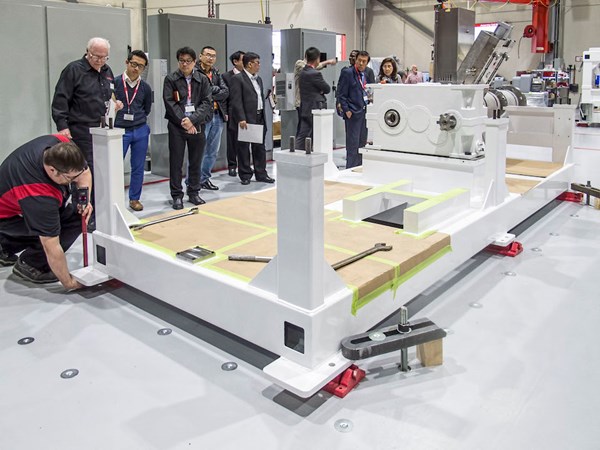
More than 50 visitors were given a tour of Farrel Pomini's new headquarters for continuous compounding systems in Ansonia, Conn.



On a breezy hilltop with a clear view down to the sprawling old mill on the Naugatuck River that had been its home since 1848, Farrel Pomini now occupies handsome new headquarters and assembly plant in Ansonia, Conn. Although the official ribbon cutting was last month, the firm’s 86 employees actually moved into the 60,000-ft2 facility last September. “It’s the first time in 100-plus years that all U.S. Farrel people are under one roof,” said Paul Lloyd, the business unit director, FARREL POMINI.
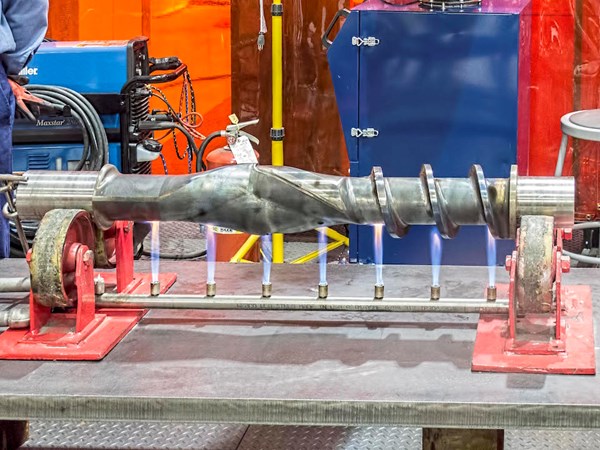
More than 50 visitors were given a tour of the new headquarters for continuous compounding systems based on Continuous Mixers and Compact Processors. It incorporates offices, machine assembly, spare-parts stocking, rotor repair and refurbishment, and a processing laboratory and customer demonstration area with a CP550 Compact Processor equipped with automated upstream materials handling and downstream pelletizing, plus the new CPeX lab-sized Compact Processor that was introduced at K 2016.



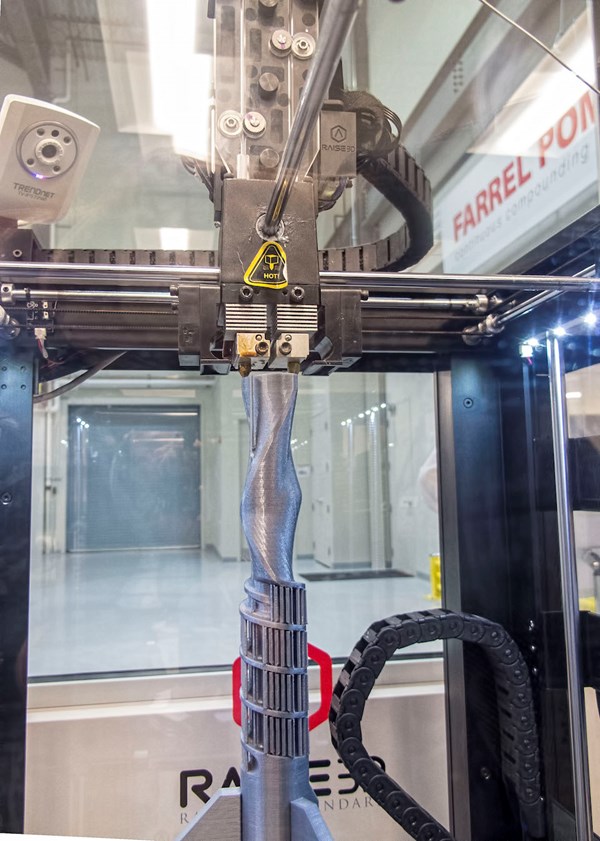
The facility also includes an R&D department with a 3D printer for prototyping scaled-down rotors and other machine components, and also an automation laboratory for designing and testing control systems for compounding process lines.
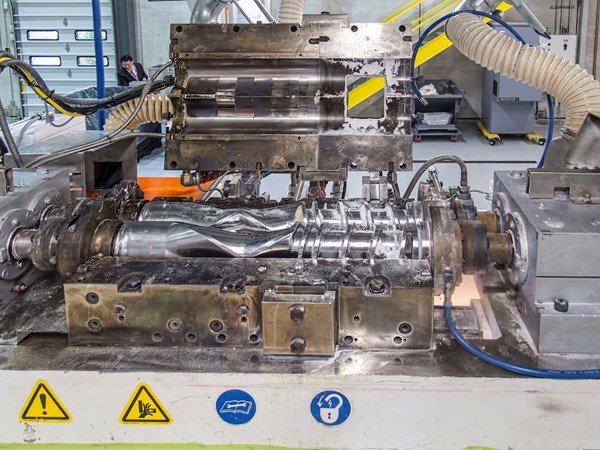
Lloyd reported that his business unit has enjoyed 15-20% annual growth, supplying continuous compounding equipment for flexible PVC, polyolefins, and TPEs. A promising new area of opportunity, he added, is biopolymers such as PLA, which require gentle handling due to their heat and shear sensitivity. The Compact Processor, which consists of a Continuous Mixer with twin “wing-type” rotors mounted over a short single-screw discharge extruder, is well suited to PLA, said Lloyd, because its large open feed area allows for high levels of fillers and additives; its short 6:1 L/D minimizes the heat history, and its design separates mixing and pressurizing functions, so mixing can be optimized while still providing a shorter residence time than a twin-screw extruder.

Farrel Pomini business unit director Paul Lloyd announcing the official opening May 4th of the company’s new headquarters in Ansonia, Conn.


























Related Content

What to Know About Your Materials When Choosing a Feeder
Feeder performance is crucial to operating extrusion and compounding lines. And consistent, reliable feeding depends in large part on selecting a feeder compatible with the materials and additives you intend to process. Follow these tips to analyze your feeder requirements.
Read More
Compounder ‘Walks the Walk’ on Sustainability
Sustainability is one of Techmer PM’s four pillars and guiding principles. And the company has recently earned third-party certification that ensures at least 99% of its waste is diverted from landfills.
Read More
Processing Megatrends Drive New Product Developments at NPE2024
It’s all about sustainability and the circular economy, and it will be on display in Orlando across all the major processes. But there will be plenty to see in automation, AI and machine learning as well.
Read More
How to Configure Your Twin-Screw Barrel Layout
In twin-screw compounding, most engineers recognize the benefits of being able to configure screw elements. Here’s what you need to know about sequencing barrel sections.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More